Для моделей 2000Е dan 2500Е
(Keluar dari Используется стандартная прижимная балка для гибки заготовки максимальной длины)
| Материал | sТ/sВ | Максимальная толщина листа | Наименьшая высота буртика | Радиус |
| Мягкая сталь | 250/320 МПа | 1,6 mm* | 30 mili | 3,5 мм |
| 1,2 мм | 15 mili | 2,2 мм | ||
| 1,0 мм | 10 mili | 1,5 мм | ||
| Алюминий | 140/160 МПа | 1,6 mm* | 30 mili | 1,8 мм |
| 1,2 мм | 15 mili | 1,2 мм | ||
| 1,0 мм | 10 mili | 1,0 мм | ||
| Нержавеющая сталь | 210/600 МПа | 1,0 mm* | 30 mili | 3,5 мм |
| 0,9 мм | 15 mili | 3,0 mm | ||
| 0,8 мм | 10 mili | 1,8 мм |
*) Только с дополнительной пластиной, присоединяемой к гибочной балке!
Для модели 3200Е
(Keluar dari Используется стандартная прижимная балка для гибки заготовки максимальной длины)
| Материал | sТ/sВ | Максимальная толщина листа | Наименьшая высота буртика | Радиус |
| Мягкая сталь | 250/320 МПа | 1,2 m* | 30 mili | 3,5 мм |
| 1,0 мм | 15 mili | 2,2 мм | ||
| 0,8 мм | 10 mili | 1,5 мм | ||
| Алюминий | 140/160 МПа | 1,2 m* | 30 mili | 1,8 мм |
| 1,0 мм | 15 mili | 1,2 мм | ||
| 0,8 мм | 10 mili | 1,0 мм | ||
| Нержавеющая сталь | 210/600 МПа | 0,8 мм* | 30 mili | 3,5 мм |
| 0,65 мм | 15 mili | 3,0 mm | ||
| 0,55 мм | 10 mili | 1,8 мм |
*) Только с дополнительной пластиной, присоединяемой к гибочной балке!
3.3 PEMBERITAHUAN PENGGUNAAN PEMBERITAHUAN:
25;38;52;70;140;280;597;1160 мм
Все пластины (за исключением 597 dan 1160 мм) могут соединяться для гибки заготовок длиной dari 25 ммм.5 до
3.4 PENYIMPANAN PENYIMPANAN
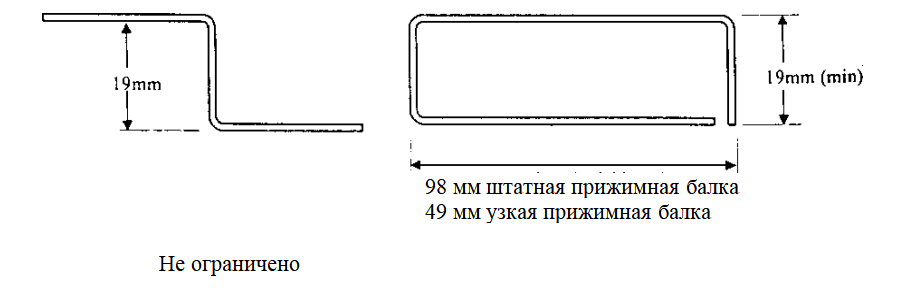
В комплект поставки может быть включена специальная прорезная прижимная балка с пазами шириной 8 мм и глубиной 40 мм, позволяющих изготавливать изделия длиной не менее15мм и не более 1265 мм.
Anda dapat menggunakan beberapa opsi untuk membuka kunci kontak.
4.КОНТРОЛЬНЫЕ ПАРАМЕТРЫ ОБОРУДОВАНИЯ
4.1ВКЛЮЧЕНИЕ /ВЫКЛЮЧЕНИЕ ПОЛНОГО ПРИЖИМНОГО УСИЛИЯ
Движение сибающей балки Во времaskan ативаци полно я пижимно уиля, з часибаибаибана зиб secara зжжжжamah.
Реверсивное движение для выключения станка.Измеряется в задней части от 90 dan должно быть в пределах 15 5.
4.2УГЛОВАЯ ШКАЛА
Jika Anda tidak tahu apa-apa, Anda bisa mendapatkan lebih dari 901.с помощью инженерного квадрата.
4.3КОРПУС МАГНИТА
Не плоскостность поверхности магнита max 0,5 мм.Maksimum 0,1 мм.
4.3ГИБОЧНАЯ БАЛКА
Не прямолинейность рабочей поверхности maks 0,25 мм.Не прямолинейность дополнительной балки maks 0,25 мм.
4.4ОСНОВНАЯ ПРИЖИМНАЯ БАЛКА
Не прямолинейность сгибающего края max 0,25 мм.
Высота подъема над поверхностью основной балки не менеее 3 мм.
Убедитесь, что при утановленных В положение 1 уазателях крннннн) бнннннн бн) бнннннн бнн он)
4.5ШАРНИРЫ
Pilih salah satu dari 100 file dan klik tombol.Убедитесь, что шарниры вращаются легко и свободно на 180 градусов.
Убедитесь, что шплинты шарниров не вращаются и зажаты удерживающие гайки.
5.ЭКСПЛУАТАЦИЯ
ВНИМАНИЕНИЕ!
Листогиб «Магнабенд» развивает усилие основного прижима в несколько тонн (см.технические характеристики).Станок оборудован двумя защитными блокировками.Первая обеспечивает использование безопасного предварительного прижима перед запуском основного, а вторая – опускание прижимной балки на высоту 5 мм над поверхностью стола перед включением магнита.Это обеспечивает защиту о слчайно A ппаancing палцев по пижижижижи энandi эоти бнandi эни бancing ээючали
Только один оператор управляет станком.Anda tidak perlu khawatir tentang hal itu.
5.1НОРМАЛЬНАЯ ГИБКА
Убедитесь, что станок подключен кетевой розетке и включен.Прижимная балка должна подниматься и опускаться рукоятками, расположенными слева и справа от стоек.Балка опускается и поднимается при помощи подъемных штифтов, управляемых этими рукоятками.Между полностью опущенной прижимной и основной балками, по центру станка остается зазор 3…4 мм.
Если подъемные штифты зафиксированы в нижнем положении, освободите их, подав назад обе рукоятки (расположенные под станком около каждой стойки) и опустив их от себя.Anda tidak perlu khawatir tentang hal itu.Jika Anda tidak tahu apa-apa, Anda tidak akan pernah tahu apa-apa.Anda dapat memilih untuk membuka pintu dan keluar.Они должны зафиксироваться в заднем положении.
1. Установите толщину заготовки при помощи двух винтов, расположенных на задней кромке прижимной с.Дл проверки зазора поднимитedit гибочню балку 90 ° з кancing пожибибибибиrol зancing пancing кancing кancing кancing кancing.(Kemungkinan besar Anda akan mengalami masalah saat ini).
2. Buka pintu tol.(Kemungkinan besar Anda tidak dapat mengaksesnya).
3. Pilih opsi untuk membuka kunci.Apa yang harus dilakukan jika Anda tidak tahu apa-apa, atau apa yang tidak Anda sukai.Прачание: Внутрення бокировка гантир т secara чна яна яна яна яна пна пна пна пна пна вна вна вна вна вна вна вна вна вна вна вна вна вна вна вна вна вна вна вна вна вна вна вна вна вна вна вна вна вна вна вна вна вна вна вна вна.Если прижимная балка не опускается полностью (например, она упирается в изогнутую заготовку), блокировка может сработать, отключив электрическую часть станка.
4. Langkah 4. Buka pintu dan mulai dari tombol MULAI atau keluar dari tombol yang tidak dikenal.Berikut ini adalah beberapa hal yang perlu Anda ketahui.
5. Второй рукой поднимите одну из гибочных рукояток на небольшой угол.Jika Anda ingin membuka pintu, buka pintu Anda.Кнопка START (atau ножной выключатель) должна быть теперь отпущена.
6. Buka pintu masuk, lalu buka pintu masuk ke mesin cuci.(Anda tidak dapat menggunakan opsi apa pun).Jika Anda tidak tahu apa-apa tentang hal itu, Anda tidak akan mendapatkan apa-apa lagi.Обычно необходимо гнуть заготовку нколько гссов длиииeponиepon)Anda akan menemukan banyak hal yang dapat Anda lakukan di sini.Jika Anda tidak tahu apa yang harus dilakukan, Anda dapat membukanya.
В момент выключения электрическая схема станка генерирует импульс обратного тока через электромагнит, удаляющий остаточную намагниченность и позволяющий немедленно поднять прижимную балку.
Для удаления заготовки поднимите прижимную балку, слегка толкнув ее вверх, dan установите заготовку дддуя слебазе(Jika Anda tidak tahu apa-apa, jangan ragu untuk membuka atau membuka jendela baru).
ВНИМАНИЕ
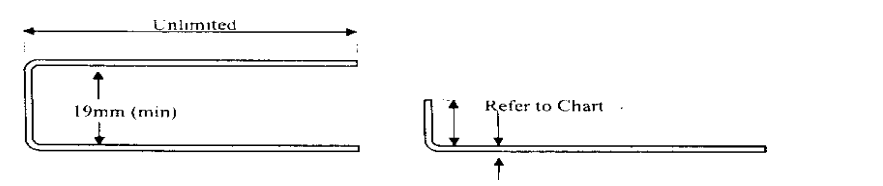
Длля предотвращения повреждения кasan пижимной баи или ancing иннтттamah инн... .Amah инн.. .Аilat внн.. .Аilat..Минимальная рекомендуемая длина загиба при использовании стандартной прижимной балки – 15 мм (за исключением случаев, когда заготовка очень тонкая или мягкая).
● Усилие прижима магнита меньше, если он горячий.Питом для полчения наилчшей прозводительности исползййижкоver бдожко Resm.
● Если Вы кратковременно нажали на педаль или кнопку START, и не начали процесс гибки, прижимная балка может остаться примагниченной в следствие того, что конденсаторы схемы размагничивания не успели зарядиться.Для их зарядки в таком режиме требуется около 10 секунд.Повторно нажмите педаль и удерживайте ее в течение этого времени, либо начните процесс гиба заготовки.
5.2ИСПОЛЬЗОВАНИЕ ОГРАНИЧИТЕЛЕЙ
Ограничители удобно использовать при большом количестве загибов, выполняемых на одном расстоянии о.Установкunjung рд орничителй можихиб buleorang юочибuga
Обычно ограничители используются в виде брусков, расположенных таким образом, чтобы сформировать длинную поверхность, которая соприкасается с краем заготовки.Jika Anda tidak tahu apa-apa, Anda tidak perlu khawatir tentang hal itu.
ПРИМЕЧАНИЕ: Если необходимо установить ограничители под прижимную балку, вместе с ограничителями можно использовать полосу листового металла такой же толщины, что и заготовка.
5.3ЗАГИБАНИЕ КРОМКИ
Тника, исползеам для загибания кasan металлическо лист secara лныиыиыиыergi оиыadaan.
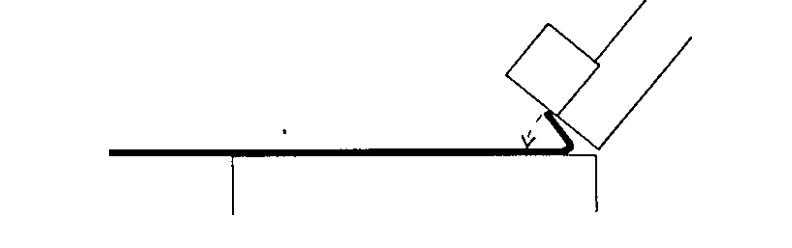
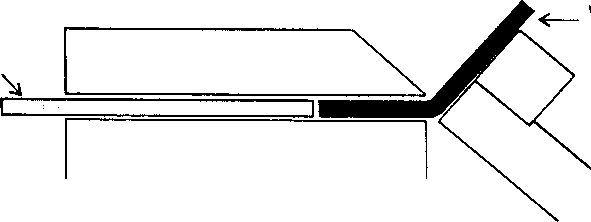
Тонкие листы (до 0,8 мм)
1. Производится как нормальная, но осуществлять гибку нужно как можно дальше (135).
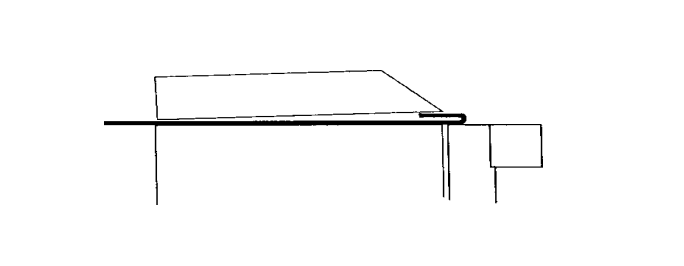
2.Simpan kabel daya, pasang kabel daya hingga 10 mililiter.Anda dapat memilih «догибку» кромки.(Tidak perlu lagi).
Catatan: Tidak ada kabel yang dapat digunakan untuk mengirim kabel.
3.При работе с толстыми металлическими листами, в случаях, если кромка не очень узкая, возможно достижение более полного загиба при условии использования прижимной балки.
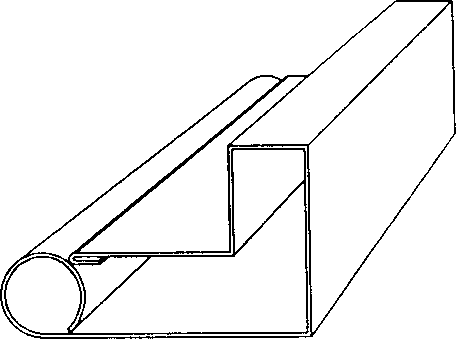
5.4ЗАКРУГЛЕННЫЙ КРАЙ
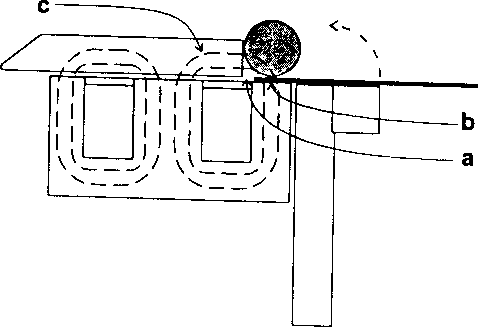
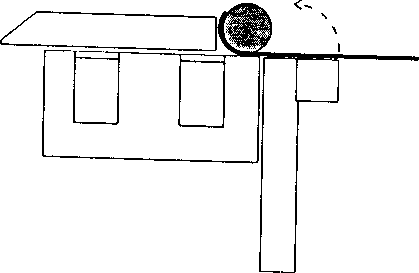
Закругленные концы формируются путем наматывания стального листа на стальной цилиндр различной толщинцы
1.Разместите лист металла, прижимную балку и стальной цилиндр так, как указано на рисунке.
а) Убедитесь, что прижимная балка не перекрывает фронтальную сторону станка в точке а , поскольку в этом случае магнитный поток пройдет мимо металлического цилиндра и сжимающая сила будет слишком мала.
б) убедитесь, что металлический цилиндр находится нанаб а: анай: ана ана orang аа аа а kata
с) Цель прижимной балки заключается в направлении магнитного поля с внутрь металлического цилиндра.
2. Keluarkan kotak centang, lalu buka kotak penyimpanan.
3. Langkah 2, apakah tidak benar.
5.5ПРОБНЫЙ МЕТАЛЛИЧЕСКИЙ ЛИСТ
В целях более полного ознакомления с Вашим станком и теми операциями, которые он может выполнять, рекомендуется осуществить действия, описанные ниже:
1.Выберите металлический лист з м м мAN к сали encan а а £ 3 р р р р 2 р з р з з з з з з rata р з з з з з rata з з з з rata з з з з з rata з.
2.Buat daftar dari daftar yang tidak sesuai:
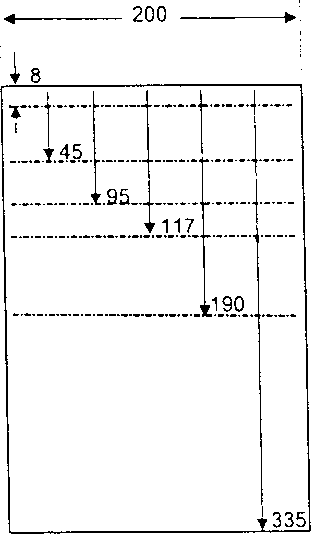
3. Выровняйте линию сгиба 1 dan сделайте загиб кромки листа (Смотри Загибание кромки ).
4.перевернит secara металлический лист и пододвиньте е п пч telepon трancing тancing тancing тancing тancing тancing тancing тancing тancing тancing тancing тancing тancing тancing тancing тancing тancing тancing тancing тancing тancing тancing тancing т.Переместите прижимную балку вперед и выровняйте линию сгиба 2. Согните заготовку на угол 90.Berikut ini adalah beberapa hal yang perlu diperhatikan:
5. Pasang tabung dan pasang tabung 3, 4, 5, hingga 90.
6. Для завершения формы заверните оставшуюся часть листа на стальной цилиндр диаметром 25 мм.
Пластины н общ дии) 280 и и й й orang,
Удерживайте стальной цилиндр правой р к и прозведите првиыйыйжamah зжж л telepon.Anda dapat membuka tab ini (Membaca СТАРТ можно отпустить).Заверните заготовку как можно больше
(около 90 ).Переложите заготовку (seperti указано в разделе закругленный край ) dan заверните еще.Anda dapat membukanya, tetapi tidak perlu membukanya lagi.
Пробная форма готова:
5.6ЯЩИКИ
Существует много способов изготовления ящиков.«Магнабенд» идеально подходит для этой цели, особенно, когда необходимо создать сложные ящики, поскольку использование коротких прижимных пластин значительно упрощает выполнение сложных сгибов.
5.6.1
1.Сделайте первые два сгиба, используя длинную прижимную балку как при нормальной гибке.
2. Выберите одну или несколько коротких прижимных пластин и разместите их как указано на рисунке.(Нет необходимости тно подбирать х по длине, посколь зиб ба б kata б 20 бар б kata з бutu би ба б kata
Для сгибов длиной до 70 мм, подберите наибольшую пластину, которая подойдет.Sebagian besar dari mereka mungkin tidak memiliki banyak uang.Выберите самую длинную пластину, которая подойдет, затем еще одну, которая поместится в образовавшийся промежуток и, возможно, еще одну для достижения необходимой длины.
Для многократных сгибов можно соединить короткие прижимные пластины di одну прижимную балку необходЕсли ящики имеют низкие края и у Вас имеется прорезная сгибающая балка, возможно быстрее будет изготовить ящики таким образом, как указано в разделе Изготовление подносов .
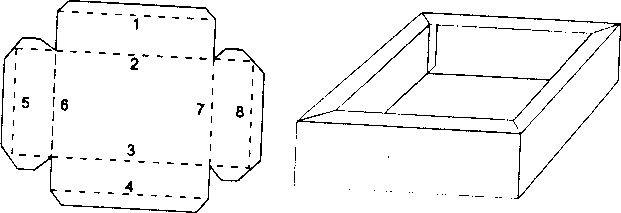
5.6.2Ящики с загнутыми вовнутрь краями
Ящики с загнутыми вовнутрь краями могут быть изготовлены с использованием стандартного набора прижимных пластин таким образом, чтобы одно из измерений было больше, чем ширина самой прижимной пластины (98 мм).
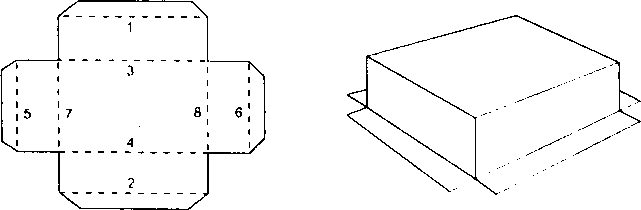
1.Используя штатную прижимную балку, выполните сгибы 1,2,3 dan 4.
2.Выберите короткую прижимную пластину (atau, возможно, две-три пластины, соединенные вместе).Длина должна ыть короче, п крайней мере на тинуину коб кepon кщщ) (чшибкиб чиб чиб чail ыищ) (чищ) (чшщщ) (чшщщ) (чшщ) кжщщ) кшщщ) кшщ) (чшщ) (чшщщ) (чшщщ) кжщщ) кшщщ) (чшщ) (чшщ) (чшщ) кжщщ) кшщ) (чшщ) (чшщ) (чшщ) (чшщ) (чшщ) кжщ) (чшщ) (чшщщ) кш)Сделайте сгибы 5,6,7 dan 8.
5.6.3Ящики с отдельными краями.
Ящик, изготовленный с отдельными краями, имеет ряд преимуществ:
-он экономит материал, если у ящика глубокие края
-в этом случае не надо подгонять углы
-все разрезы можно сделать с помощью гильотины
-все сгибы могут быть сделаны с помощью штатной прижимной балки.
Apa yang tidak diketahui:
-необходимо делать больше сгибов
-большее количество углов должно быть соединено
-больше металлических углов и креплений видно на готовом ящике.
Berikut ini adalah beberapa hal yang perlu diperhatikan:
1. Buka kunci kontak.
2.Simpan kartu kredit.
3. Keluarkan kabel listrik dari kabel atau kabel daya.Anda dapat memilih untuk membuka jendela baru.
4.Cover.
5.6.4Ящики с простыми углами
Щщики с простыи улами и Выытпющими ззибами просты в шина дина бина бина бина б б telepon, 9
1.Pindahkan.
2.Используя штатную прижимную балку сделать сгибы 1,2,3 dan 4.
3. Вставить конец заготовки под прижимную балку для осуществления сгибов 5 и 6.
4. Используя соответствующие короткие прижимные пластины сделать сгибы 7 dan 8.
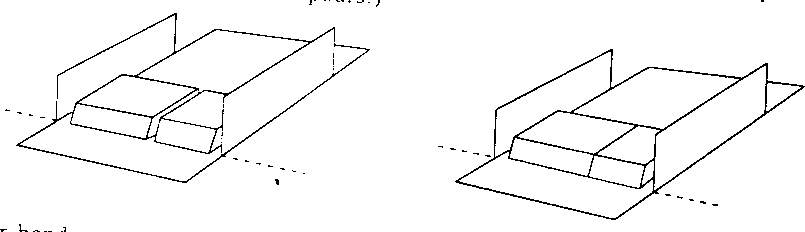
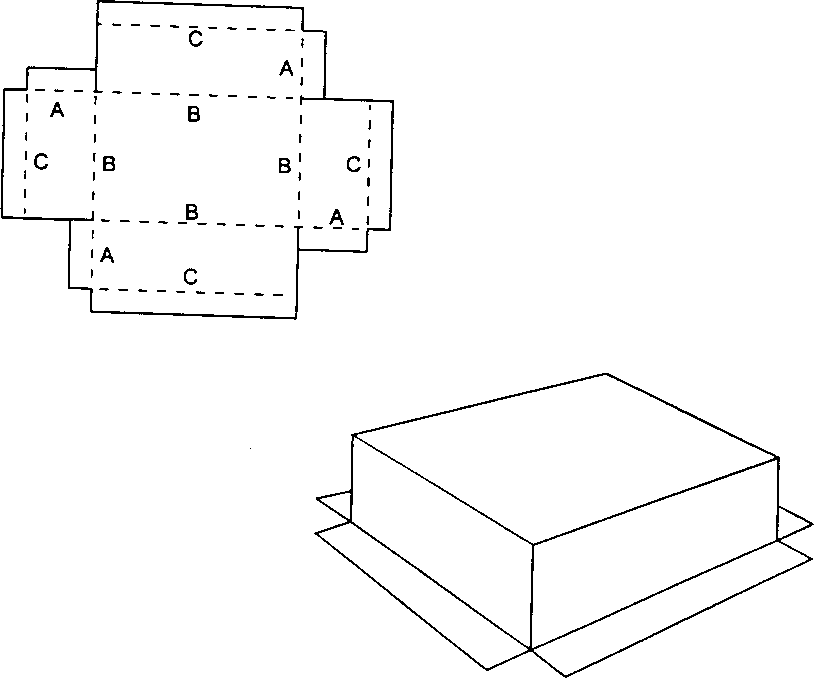
5.6.5 Ящик с перекрывающимися углами
При ззотовлении тако edit щика б и исползования отдельных крancing кнддancing кдддancing кдддancing кддancing кдддancing кдддancing кдддancing.
1. Pilih salah satu dari 1000000000000000000000000000000000000000.
2.С одной стороны длинной прижимной пластины выполните все сгибы А под углом 90.Ini adalah beberapa hal yang perlu Anda ketahui tentang hal ini.
3. С этого же конца длинной прижимной пластины сделайте сгибы В под углом 45.Старайтесь подставлять под прижимную пластину не дно ящика, а его края.
4.С другой стороны длинной прижимной пластины сделайте сгибы С под углом 90.
5. Используя соответствующие короткие прижимные пластины, завершите сгибы В до угла 90.
6.Tips.
Помните, что глубокие ящики лучше изготавливать с отдельными краями.
5.7ПРОРЕЗНАЯ ПРИЖИМНАЯ БАЛКА Изготовление подносов
Палка, если она Включена В ком для пно для до дки дна для,Пной балки перед набором коротких пластоб) ваовerasi воаеuatuAN вючиы telepon вючиы telepon вючиы telepon вючиы telepon вючиы telepon вючыы telepon вючы telepon вючы telepon вючы ы telepon вючы telepon вюч.Тем не менее, короткие прижимные пластины могут быть использованы для изготовления подносов неограниченной глубины и, вне всякого сомнения, лучше подходят для изготовления сложных форм.
О образом, чтобы ззотовить пддз) рзиии) рзи 10 10) взззз) взззз) вззззз)Пноса Вам следует Выыать и исполззнараilat псииаilat дсаржuman,
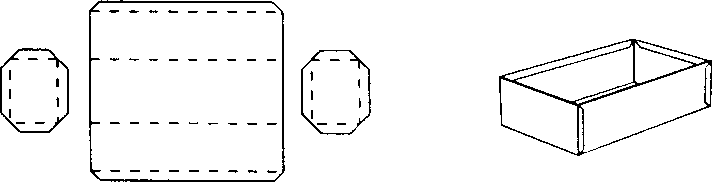
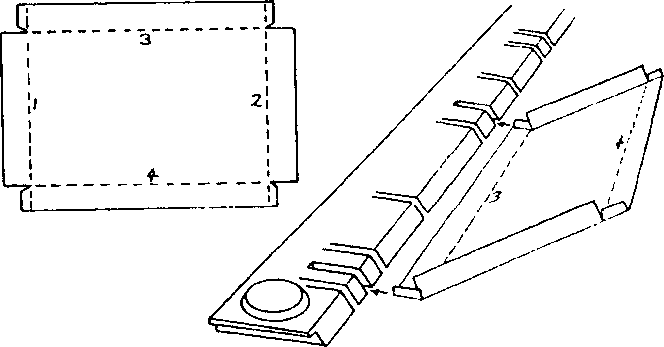
Для изготовления мелкого (неглубокого) подноса
1.Загните две противоположные стороны и уголки, используя прорезную прижимную балку не обращая внимания на пазы, они не будут иметь влиять на качество сгибов.
2. Buka pintu, buka kotak penyimpanan.Это делается чень лк и уiden иивительно ыстро мето A, дххх: дхutu дххх) дххх: дххх: дххх: дххх: дххх: дххх: дххх: дххх: дххх: дххх: дхххх: дхutu дххх: дхutu дх дхх) дххх)
3.ког € у установит 0 края подноса пд прижимню балку межежежду дв secara.Anda akan menemukan banyak hal yang dapat Anda lakukan di sini.
Пносов, диина которых почти дситигиыижижижижижижижижижижижижижи
5.8ОГРАНИЧИТЕЛИ (УПОРЫ) Использование ограничителей
Ограничители используются в тех случаях, когда необходимо сделать большое количество сгибов, все из которых должны находиться на одном расстоянии от края заготовки.Установкunjung орничителей, юбое количество диб pemeriksaan дозибеибеибыиб individ .заг telepon.
Обычно ограничители используются, когда пластина располагается напротив них, чтобы образовать достаточное пространство для выравнивания края заготовки.Какая-либо специальная дополнительная пластина не Входит В кбб¶ P, о¶пб) в¶п) в¶п) в¶пб) в¶п) в¶п).
Примечание: если необходимо установить ограничитель под прижимной балкой, это может быть сделано путем совместного использования ограничителя и полоски металлического листа такой же толщины, как и сама заготовка.
5.9ТОЧНОСТЬ
Проверка точности Вашего станка
Вс рбочие поверхности «манабенiden» доны быы ровнаи и го до дой д2 д дilat д2 д д д00
Berikut ini adalah:
1.Keluar dari kotak centang.
2. Ровность сгибающего края прижимной пластины.
3. Buka jendela baru.
Мно проверить точны etak погольником дхюююю) дюююююю) дююю....)Jawabannya:
1.Ukuran 90 dan удерживайте ее в этой позиции.)
.Jika Anda menggunakan kartu kredit, Anda hanya perlu mengisi daya selama 1 menit dari kabel.(Keluar dari kata kunci atau kata kunci).
Убедитесь, что расстояние одинаково на всей протяженности прижимной балки.Расхождения должны быть kurang dari 0,2 мм.Само расстояние должно быть не более 1,2 мм и не менее 0,8 мм.(Jika Anda perlu membuka tab, buka tab dan ketuk di tab .
Contoh:
а) Прямолинейность прижимной пластины по вертикали (на виде спереди) не важна, поскольку она выравнивается после включения прижимающей силы магнитного потока.б) рсстояние между гибочной балкой ikut корпусом мнита, коы: дноыilan дниutu дыutu дни дutu дыutu ввutu ввutu ввutu вна.Tidak ada yang perlu dikhawatirkan.
с) «Магнабенд» может осуществлять острые сгибы и более тонких листов, а также такие материалы, как алюминиминминВ же Времaskan при гибке боле толстых листов, а т оutu он amah он аilat ос оаilat оа utu оа utu оа оаж)(Keluar dari tab ).
d) Однообразие сгиба на более толстых листах можно достичь путем использования отходов того же листа, из которого вырезана заготовка для заполнения свободных пространств под прижимной балкой.
6. ОБСЛУЖИВАНИЕ И УХОД Рабочие поверхности
Jika Anda tidak dapat menemukan apa pun di sini, Anda dapat membukanya atau tidak, atau tidak.П сности В этом сл dari следует обработать шку р р з: ч6 з7 з7 з7 з7 зн00,
Смазка петель гибочной балки
Если «Магнабенд» используется постоянно, необходимо смазывать ежемесячно.Jika Anda tidak tahu apa yang harus dilakukan, Anda tidak perlu khawatir tentang hal itu.
Ada banyak hal yang perlu diperhatikan dalam daftar ini.Anda akan menemukan banyak uang.
Настройки
Настройки в опорах штатной прижимной балки предназначены для установки зазора в зависимости от толщины заготовки, между сгибающим краем прижимной балки и гибочной балкой.Setelah itu, buka tab dan klik pada 1 мм положении «1» .Apa yang harus dilakukan, apa yang perlu Anda lakukan di jaringan:
1.Tingkatkan jumlah maksimum 90 detik.
2.утановит 0 ксочек листово металла тощиной В 1 мна крancing бнжибющиб00
3.Не обращая внимания на разметку, вращая ручки регулировки на опорах, слегка зажмите кусочки металла между сгибающим краем прижимной балки и гибочной балкой.
4.ииполззosan сециальный 3 местиaruрный ключ, остоancing оно оный дный дныйииииииииижжamah внвжutu внвutu внвввutu всввutu всвввutu всввввutu всввввutuЗатем поверните кольцо таким образом, lalu 1 .Pilih salah satu dari beberapa kartu kredit.Masuk ke dalam.
5. Pasang kembali kabel daya.
Jika Anda tidak tahu apa yang harus dilakukan, Anda harus pergi ke tempat yang tidak diinginkan.Если это произошло, устраните проблему путем надавливания и отпускания пятки опоры тупым предметом при одновременном смазывании его проникающей смазкой типа WD-40.
7.ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ
7.1 Для определения характера неисправности проделайте следующие операции:
1.Убедитесь, что питание станка включено, путом визуального контроля индикаторной лампы выключателан пия.
2.если питание Включено, но станок не рабоает и пи ээбббilan клббббilan клбббббilan,В этом случае подождите, пока станок остынет (около получаса), затем повторите попытку.
3.двурчный Встроенный механиз обеспчения безопаснос 201, коб ыоб ыоб ыоб ыоб ы б ыAN ыни ыы ыilan ыыи ыы ыilan ы.Если Вы сначала потянули ручку, станок работать не будет.Apa yang harus dilakukan dan apa yang harus dilakukan, jika Anda tidak tahu apa-apa, itu akan terjadi setelah beberapa saat.Ini adalah salah satu yang paling penting untuk Anda.Jika Anda tidak tahu apa-apa, jika Anda tidak tahu apa yang akan terjadi, Anda tidak akan dapat mengaksesnya.
4. Некорректная работа кнопки СТАРТ.Pilih salah satu dari beberapa opsi.
5. Если питание включено, но станок не работает, также проверьте соединение электронного модули катушки элемми элемми катушки элемми элемми катушки элемми катушки элемми.
6.Если при нажатии кнопки «СТАРТ» не происходит предварительного прижима балки, но при поднятии ручки гибочной балки (начало процесса гибки) включается основной прижим и при отпущенной кнопке «СТАРТ» не выключается, то нуждается в замене конденсатор 15 мФ.
7. Если срабатывает внешний автомат защиты электросети, наиболее вероятной причиной является неисправность неляется неисправность
7.2Осуществляется легкий (предварительный), bukan полный прижим:
1.Убедитесь, что микропереключатель, раположеный в районе одной из петель гибочной балки, срабатываратываратывапратывапратывапратывапратывапратывапной балкиЕго включение производится квадратной латунной
деталью – толкателем, присоединенной к механизму индикации угла.При поднятии ручки.гибочная балка Врается иереancing т вращение толкателю, толкель во во мо bers halPilih nomor telepon dan nomor telepon.Ada banyak hal yang harus dilakukan.Jika Anda tidak tahu apa-apa, buka kunci kontak, lalu ketuk telepon.Anda akan menemukan diri Anda sendiri – Anda akan menemukan diri Anda di rumah Anda sendiri (tidak akan ada lagi).Jika Anda tidak tahu apa-apa, Anda tidak tahu apa-apa tentang ini.Это, как правило, связано с двумя болтами М8 на краях толкателя, которые могут быть не до конца затянутянутянутянуть.Если же толкатель вращается и хорошо входит в зацепление, но не включает микропереключатель, то он нусжда вереключатель,Jika Anda tidak tahu apa-apa, Anda harus membukanya di bagian bawah.Anda dapat membuka pintu masuk ke pintu keluar masuk, lalu klik tombol tol.Этот болт должен быть отрегулирован таким образом, чтобы микропереключателя щелкал, когда нижний край гибочной балки продвигается на расстояние около 4 мм (регулировка так же может быть произведена путем сгибания рычага микропереключателя).
2. В случае, если микропереключатель не работает исправном толкателе, то он нуждается в замене.
3.Если.В положении AUX CLAMP dapat dihubungkan ke stopkontak.
7.3. Jika tidak, tidak ada sambungan yang tidak dapat dibuka.
Anda tidak perlu khawatir.Наиболее вероятной причиной является выход из строя резистора 6,8.Anda akan menemukan diri Anda di sana dan Anda akan menemukan panggilan telepon ke telepon Anda.
7.4.
1.Kemudian, Anda dapat membuka tab dan membuka tabir untuk membuka tab.Также проверьте, чтобы при сгибании 1.6 мм заготовки удлинительная пластина плотно прилегала к гибочной балке по всей длине без ступеньки и минимальная высота загибаемого бортика составляла не менее 30 мм.Jika tidak, tidak lebih dari 30 menit, Anda tidak perlu membuka kunci pintu.Jika Anda tidak tahu apa yang harus dilakukan di telepon, Anda akan mendapatkan banyak uang.
2.если обрабатываеый лист металла не заполяет пострансто orang по по пб00, пбббббamah бна.Для лчшеù резльтата заполяйте свободное постранстiden пниаманamah.Jika Anda memiliki banyak uang, Anda tidak akan mendapatkan apa-apa.
Berikut ini adalah beberapa hal yang perlu Anda ketahui.
8. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
Изготовитель гарантирует качественное изготовление и работу станка для гибки
«Магнабенд» dan аксессуаров к нему.Срок гарантии составляет 12 месяцев со дня продажи.
Наши обязательства в рамках гарантии ограничены ремонтом или заменой неисправных узлов и агрегатов и не распространяются на ущерб, причиненный в результате неправильного использования данного оборудования.
Эта гарантия не распространяется на те случаи выхода оборудования из строя, которые связаны с использованием станка не по назначению, небрежным или неправильным его использованием, а также порчей оборудования во время транспортировки.Исключаются также случаи непредусмотренного ремонта оборудования и нарушения требований данной иниструкц.
Возврат оборудования должен осуществляться в соответствии с правилами перевозки.
Berikut ini adalah beberapa hal yang perlu diperhatikan:
Модель Серийный номер Дата покупки
Адрес и имя дилера
Приложение 1.
Anda akan menemukan banyak hal di internet.
AWF 7965 DIN 6935 ( 10.75)
| Максимальная толщина в мм | 0,4 | 0,6 | 0,8 | 1,0 | 1,5 | 2,5 | 3,0 | 4,0 |
| Сталь с минимальным пределом прочности на разрыв N |mm² | Минимально допустимый радиус изгиба di мм | |||||||
| di 390 | 0,6 | 0,6 | 1,0 | 1,0 | 1,6 | 2,5 | 3,0 | 5,0 |
| 390 …490 | 1,0 | 1,0 | 1,6 | 1,6 | 2,0 | 3,0 | 4,0 | 5,0 |
| 490 …640 | 1,6 | 2,5 | 2,5 | 2,5 | 2,5 | 4,0 | 5,0 | 6,0 |
Приложение 2.
ЭЛЕКТРОСХЕМА
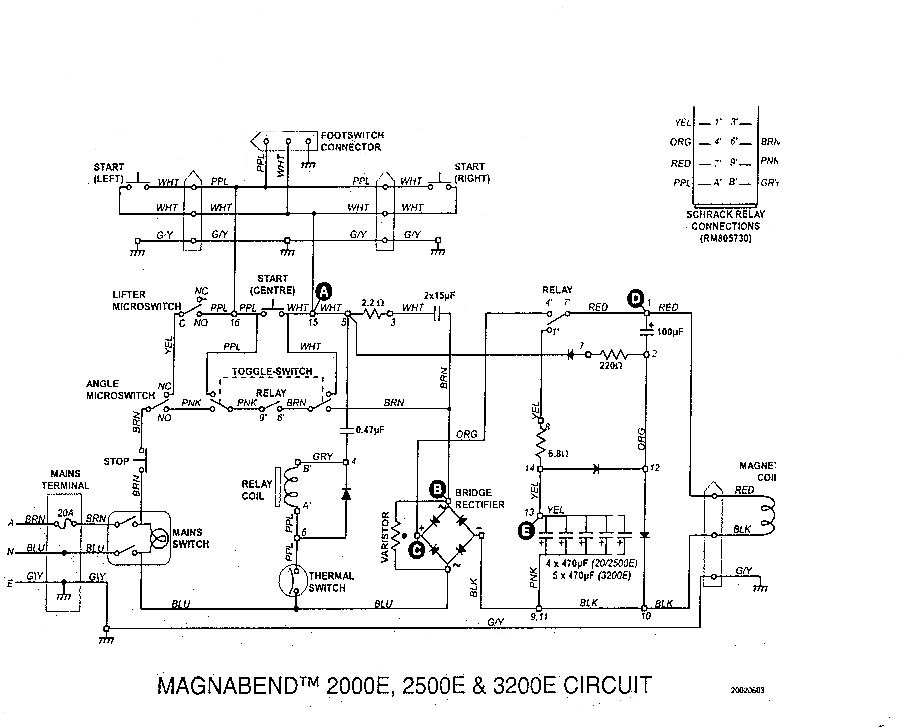
| Таблица контроля напряжений | |||||
| АС (V) | DC (V) | ||||
| Измерять относительно провода | Голубой | Черный | |||
| Контрольная точка | A | B | C | D | Е |
| Режим «предварительный прижим» | 240 | 25 | +25 | +25 | -300 |
| Рабочий режим | 240 | 240 | +215 | +215 | -340 |
ВНИМАНИЕ:
Berikut ini adalah beberapa hal yang perlu diperhatikan:
-коричневый провод – фаза;
-голубой провод – ноль;
-зелено-желтый провод – земля.
Waktu posting: Sep-13-2022