Mengikuti banyak permintaan, saya sekarang menambahkan gambar detail engsel tanpa pusat Magnabend ke situs web ini.
Namun harap dicatat bahwa engsel ini terlalu sulit dibuat untuk mesin sekali pakai..
Bagian utama engsel memerlukan pengecoran yang akurat (misalnya dengan proses investasi) atau pengerjaan dengan metode NC.
Para penghobi sebaiknya tidak mencoba membuat engsel ini.
Namun produsen mungkin menganggap gambar ini sangat membantu.
(Untuk engsel yang lebih mudah dibuat, direkomendasikan HEMI-HINGE yang baru dikembangkan. Lihat deskripsi lengkap dan gambar di sini).
Engsel Magnabend CENTRLESS COMPOUND ditemukan oleh Mr Geoff Fenton dan telah dipatenkan di banyak negara.(Paten sekarang telah kedaluwarsa).
Desain engsel ini memungkinkan mesin Magnabend benar-benar terbuka.
Balok lentur berputar di sekitar sumbu virtual, biasanya sedikit di atas permukaan kerja mesin, dan balok dapat berayun melalui rotasi 180 derajat penuh.
Dalam gambar dan gambar di bawah ini hanya satu rakitan engsel yang diperlihatkan.Namun untuk menentukan sumbu engsel, setidaknya 2 rakitan engsel harus dipasang.
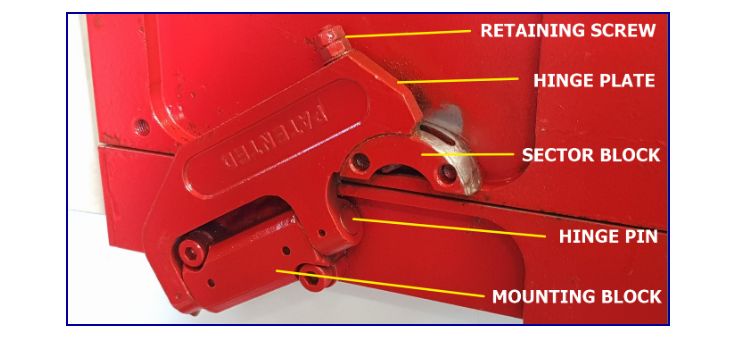
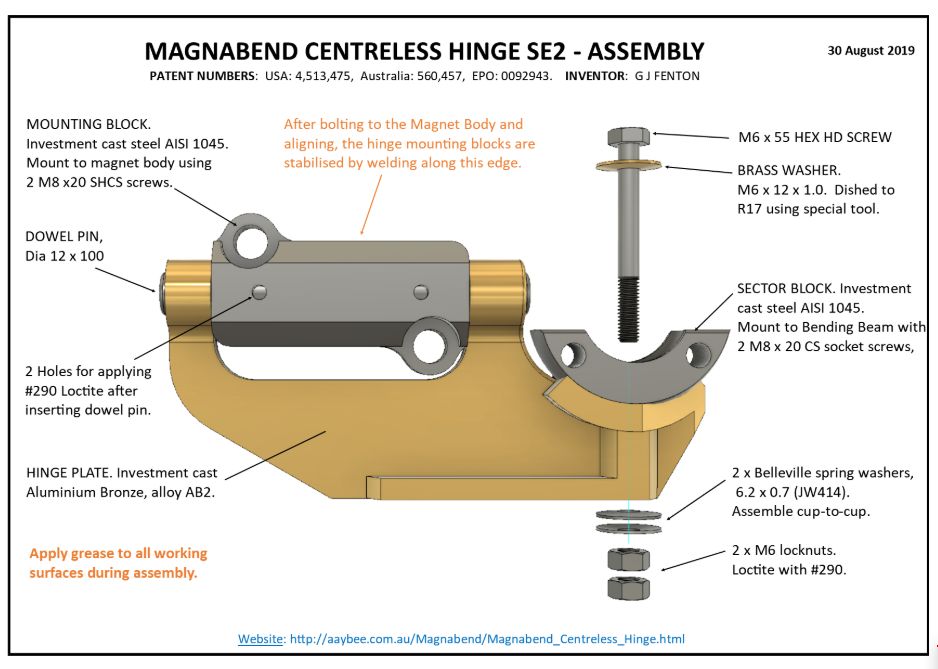
Rakitan Engsel dan Identifikasi Bagian (balok lentur pada 180 derajat):
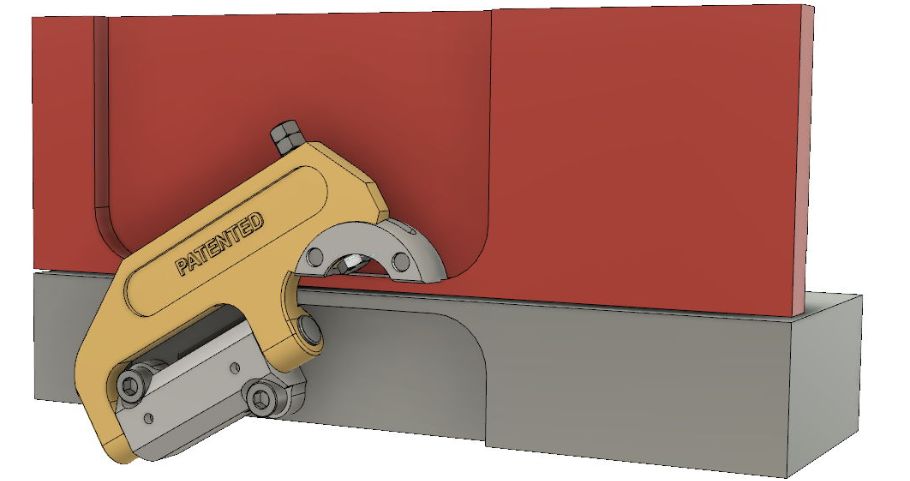
Engsel dengan Bending Beam kira-kira posisi 90 derajat:

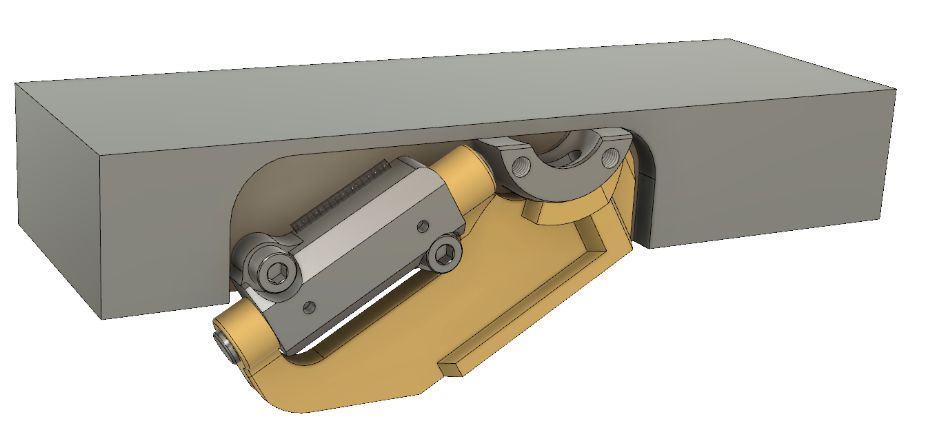
Rakitan Engsel Terpasang -3DModel:
Diagram di bawah ini diambil dari model engsel 3-D.
Dengan mengklik file "STEP" berikut: Mounted Hinge Model.step Anda akan dapat melihat model 3D.
(Aplikasi berikut akan membuka file .step: AutoCAD, Solidworks, Fusion360, IronCAD atau di "penampil" untuk aplikasi tersebut).
Dengan model 3D terbuka Anda dapat melihat bagian dari sudut mana pun, memperbesar untuk melihat detail, atau menghilangkan beberapa bagian agar dapat melihat bagian lain dengan lebih jelas.Anda juga dapat melakukan pengukuran pada bagian mana saja.
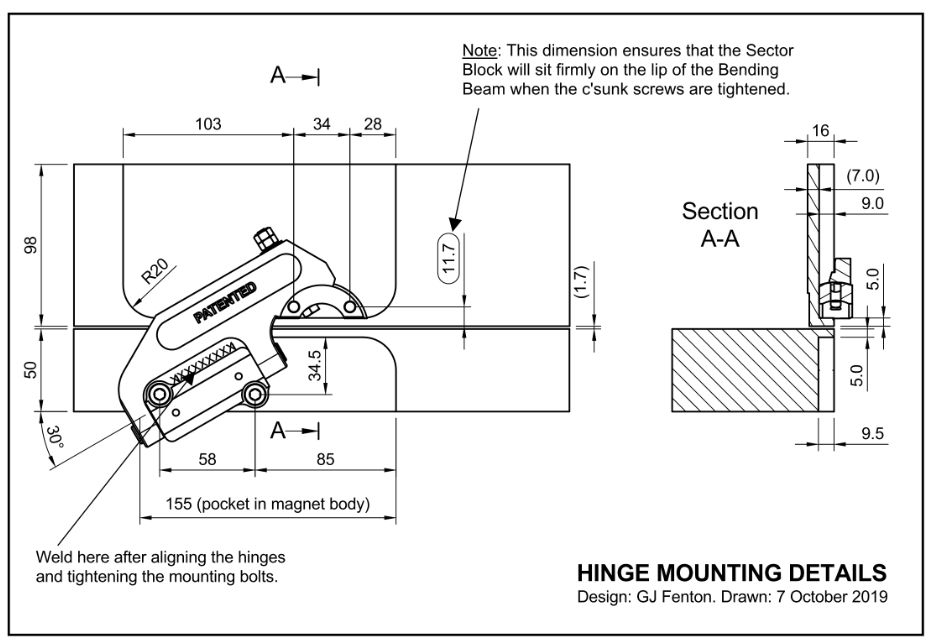
Dimensi untuk memasang Rakitan Engsel:
Majelis Engsel:
Klik pada gambar untuk tampilan yang diperbesar.Klik di sini untuk file pdf: Hinge Assembly.PDF
Gambar Detail:
File model 3D (file STEP) yang disertakan di bawah ini dapat digunakan untuk pencetakan 3D atau untuk Computer Aided Manufacturing (CAM).
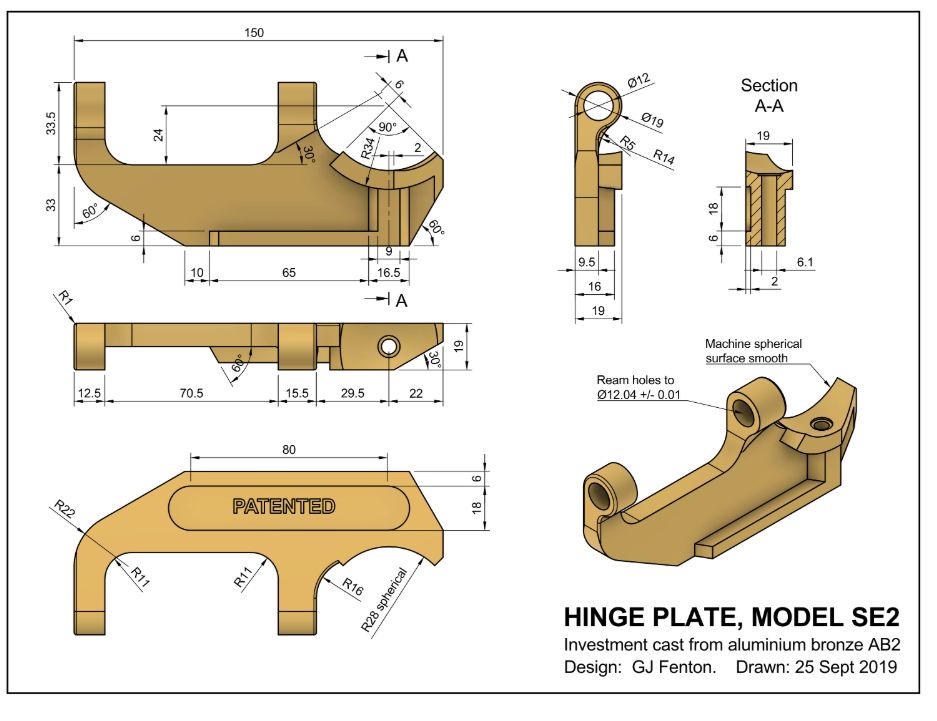
1. Plat Engsel:
Klik pada gambar untuk tampilan yang diperbesar.Klik di sini untuk file pdf: Hinge Plate.PDF.Model 3D: Pelat Engsel.langkah
2. Blok Pemasangan:
Klik pada gambar untuk memperbesar.Klik di sini untuk file pdf: Mounting_Block-welded.PDF, Model 3D: MountingBlock.step
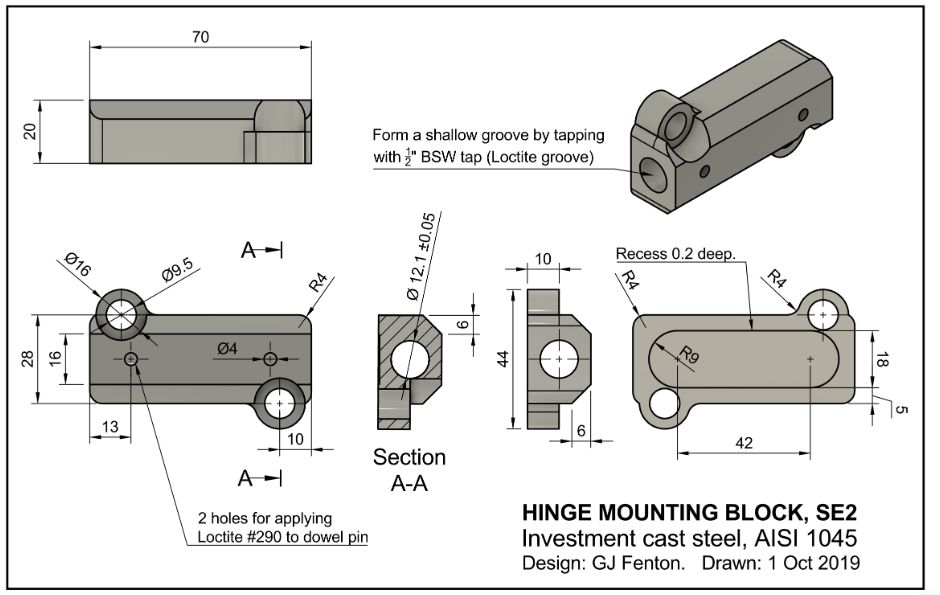
Bahan Mounting Block adalah AISI-1045.Baja karbon tinggi ini dipilih karena kekuatan dan ketahanannya yang tinggi terhadap goyangan di sekitar lubang pin engsel.
Harap dicatat bahwa blok pemasangan engsel ini dirancang untuk distabilkan dengan mengelas ke badan magnet mengikuti pelurusan akhir.
Perhatikan juga spesifikasi untuk ulir dangkal di dalam lubang pin engsel.Utas ini menyediakan saluran untuk wick-in Loctite yang diterapkan selama perakitan engsel.(Pin engsel memiliki kecenderungan kuat untuk bekerja kecuali jika terkunci dengan baik).
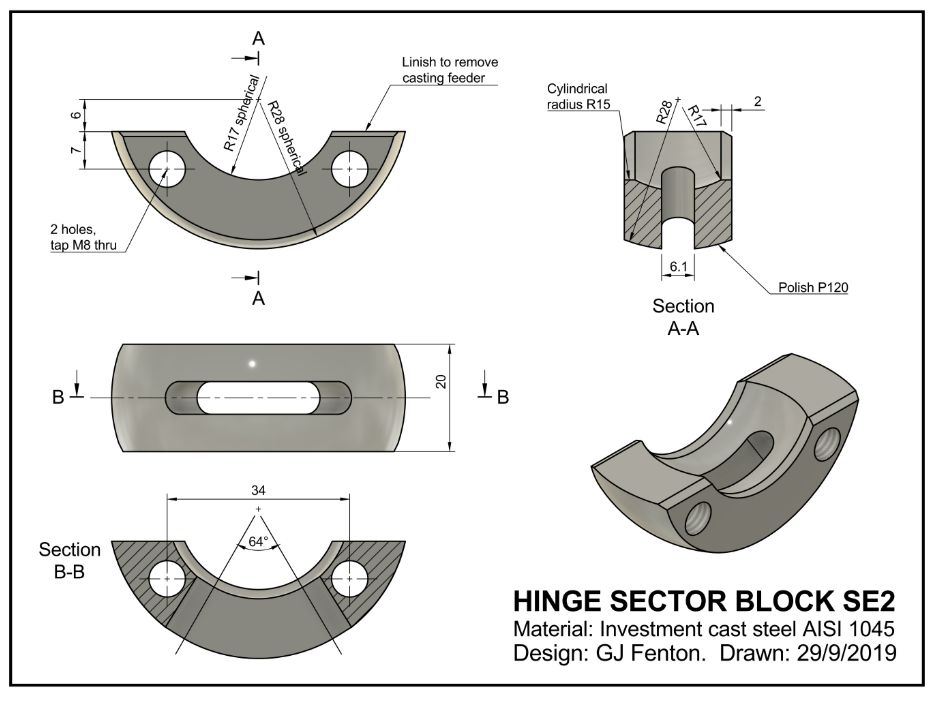
3. Blok Sektor:
Klik pada gambar untuk tampilan yang diperbesar.Klik di sini untuk file pdf: Sector Block.PDF, file Cad 3D: SectorBlock.step
4. Pin Engsel:
Pin dowel baja presisi yang dikeraskan dan digiling.

ENGSEL BOLTED-ON
Dalam gambar dan model di atas rakitan engsel dibaut ke Balok Tekuk (melalui sekrup di Blok Sektor) tetapi pemasangan ke Badan Magnet bergantung pada perbautan DAN pengelasan.
Rakitan engsel akan lebih mudah dibuat dan dipasang jika pengelasan tidak diperlukan.
Selama pengembangan engsel kami menemukan bahwa kami tidak bisa mendapatkan gesekan yang cukup dengan baut saja untuk menjamin bahwa blok pemasangan tidak akan tergelincir saat beban lokal yang tinggi diterapkan.
Catatan: Tangkai baut itu sendiri tidak mencegah tergelincirnya Blok Pemasangan karena baut berada di lubang yang terlalu besar.Jarak bebas di lubang diperlukan untuk menyediakan penyesuaian dan ketidakakuratan kecil pada posisi.
Namun kami menyediakan engsel yang dibaut sepenuhnya untuk berbagai mesin Magnabend khusus yang dirancang untuk jalur produksi.
Untuk mesin-mesin tersebut, beban engselnya sedang dan terdefinisi dengan baik sehingga engsel yang dibaut bekerja dengan baik.
Pada diagram di bawah, Mounting Block (warna biru) telah dirancang untuk menerima empat baut M8 (bukan dua baut M8 plus las).
Ini adalah desain yang digunakan untuk lini produksi mesin Magnabend.
(Kami membuat sekitar 400 mesin khusus dengan berbagai panjang terutama selama tahun 1990-an).
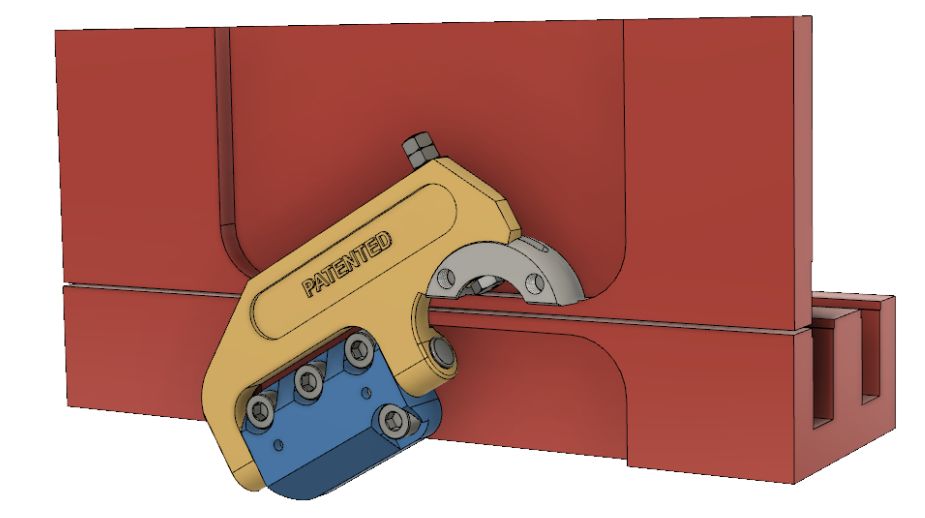
Harap dicatat bahwa dua baut M8 atas masuk ke tiang depan bodi magnet yang tebalnya hanya 7,5 mm di area di bawah saku engsel.
Oleh karena itu, sekrup ini tidak boleh melebihi panjang 16mm (9mm di blok pemasangan dan 7mm di badan magnet).
Jika sekrup lebih panjang maka mereka akan menimpa kumparan Magnabend dan jika lebih pendek maka akan ada panjang ulir yang tidak memadai, yang berarti bahwa ulir dapat terkelupas saat sekrup diputar ke tegangan yang disarankan (39 Nm).
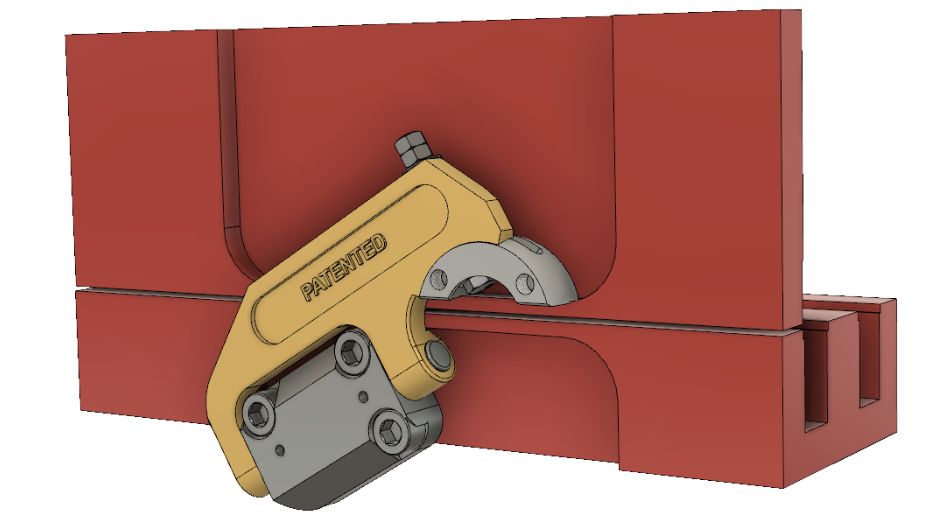
Blok Pemasangan untuk Baut M10:
Kami melakukan beberapa pengujian di mana lubang blok pemasangan diperbesar untuk menerima baut M10.Baut yang lebih besar ini dapat diputar ke tegangan yang lebih tinggi (77 Nm) dan ini, dikombinasikan dengan penggunaan Loctite #680 di bawah blok pemasangan, menghasilkan gesekan yang lebih dari cukup untuk mencegah tergelincirnya blok pemasangan untuk mesin Magnabend standar (dinilai untuk menekuk hingga baja 1,6 mm).
Namun desain ini membutuhkan beberapa penyempurnaan dan lebih banyak pengujian.
Diagram di bawah menunjukkan engsel yang terpasang pada bodi magnet dengan baut 3 x M10:
Jika ada pabrikan yang menginginkan detail lebih lanjut tentang engsel yang dibaut sepenuhnya, silakan hubungi saya.
Waktu posting: Oct-12-2022